tooling
-

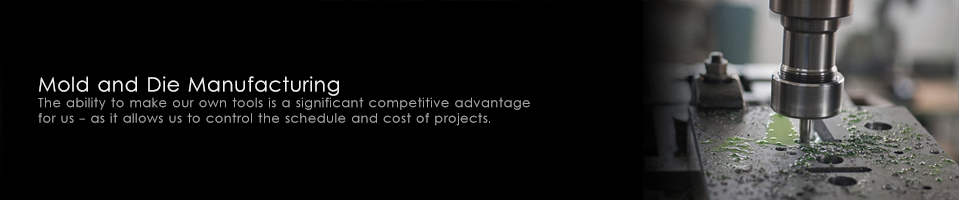
Electric discharge machining (EDM), sometimes colloquially also referred to as spark machining, spark eroding, burning, die sinking orwire erosion, is a manufacturing process whereby a desired shape is obtained using electrical discharges (sparks). Material is removed from the workpiece by a series of rapidly recurring current discharges between two electrodes, separated by a dielectric liquid and subject to an electricvoltage. One of the electrodes is called the tool-electrode, or simply the ‘tool’ or ‘electrode’, while the other is called the workpiece-electrode, or ‘workpiece’.
-

A drill press is a machine thatturns and advances a rotary tool into a workpiece. The drill press is used primarily for drilling holes, but when used with the proper tooling, it can be used for a number of machining operations. The most common machining operations performed on a drill press are drilling, reaming, tapping, counterboring, countersinking, and spotfacing.
There are many different types or configurations of drilling machines, but most drilling machines will fall into four broad categories: upright sensitive, upright, radial, and special purpose. -

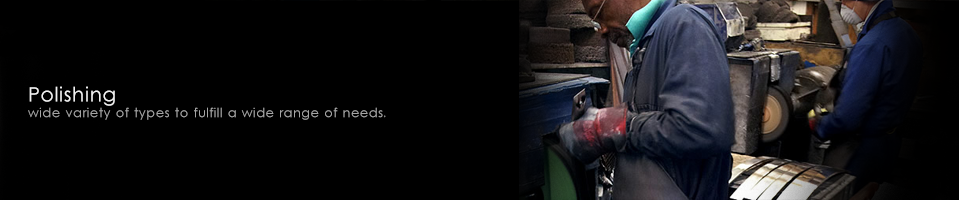
Polishing and buffing are finishing processes for smoothing a workpiece's surface using an abrasive and a work wheel. Technically polishing refers to processes that use an abrasive that is glued to the work wheel, while buffing uses a loose abrasive applied to the work wheel. Polishing is a more aggressive process while buffing is less harsh, which leads to a smoother, brighter finish. A common misconception is that a polished surface has a mirror bright finish, however most mirror bright finishes are actually buffed.
Polishing is often used to enhance the looks of an item, prevent contamination of instruments, remove oxidation, create a reflective surface, or prevent corrosion in pipes. In metallography andmetallurgy, polishing is used to create a flat, defect-free surface for examination of a metal's microstructure under a microscope. Silicon-based polishing pads or a diamond solution can be used in the polishing process.
The removal of oxidization (tarnish) from metal objects is accomplished using a metal polish or tarnish remover; this is also called polishing. To prevent further unwanted oxidization, polished metal surfaces may be coated with wax, oil, or lacquer. This is of particular concern for copper alloy products such as brass and bronze. -
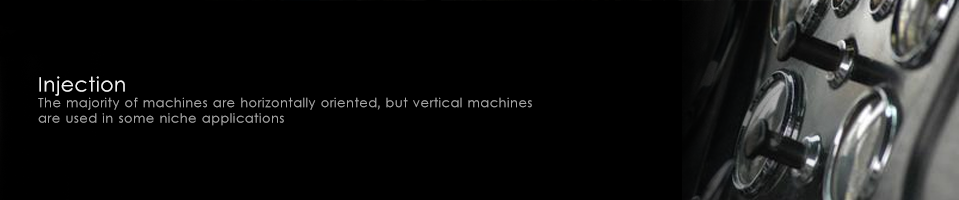
Injection molding produces plastic parts by forcing molten plastic into a mold where it cools and hardens. In plastic injection molding granular plastic is fed by gravity from a hopper into a heated barrel. As the granules are moved forward by a screw-type plunger, the plastic is forced into a heating chamber, where it is melted. As the plunger advances further, the melted plastic is forced through a nozzle into the mold cavity. The mold remains relatively cold so the plastic solidifies almost as soon as the mold is filled. Custom steel tooling is required and adds to the initial cost but is quickly amortized.
Plastic injection molding provides low cost at moderate to large quantities. Plastic molding is an extremely versatile process for producing a wide range of simple or complex plastic parts with a good finish. Almost any 2D or 3D shape can be achieved. However draft is required in most cases as the shape must allow ejection from the mold. Side holes and even threaded holes are possible though they complicate the tooling.